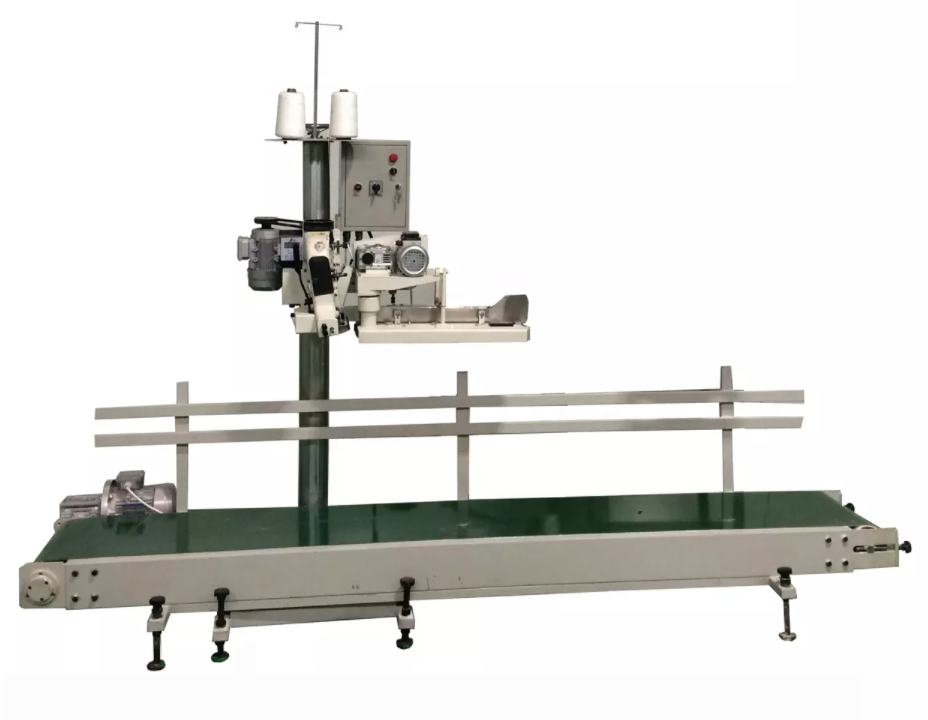
Bitzmaschin Conveyor Automatesch Sak Ofschloss Conveyor

Produit Aféierung:
D'Eenheete gi fir entweder 110 Volt / Eenphas, 220 Volt / Eenphas, 220 Volt / 3 Phase, 380/3 Phase oder 480/3 Phase Stroum geliwwert.
De Fërdersystem gouf opgestallt fir entweder eng Operatioun vun enger Persoun oder eng Operatioun vun zwou Persounen no der Bestellungsspezifikatiounen. Béid Operatiounsprozeduren sinn wéi follegt detailléiert:
ENG PERSOUN OPERATIOUN Prozedur
Dëse Fërdersystem ass entwéckelt fir mat enger Brutto-Gewiicht-Säckskala ze schaffen an ass entwéckelt fir 4 Poschen pro Minutt mat engem Bedreiwer zouzemaachen.
Operatioun Schrëtt:
1. Hang Sak #1 op der Bruttogewiicht-Säckskala oder op Ärer bestehender Skala a fänkt de Fëllzyklus un.
2. Wann d'Skala erreecht Gewiicht komplett, Drop Sak # 1 op der Plënneren conveyor. D'Täsch wäert op d'Bedreiwer lénks réckelen bis et de Wandschalter schloen, deen automatesch de Fërderband stoppt.
3. Hang Täsch #2 op der Bruttogewiicht-Säckskala oder op Ärer existéierender Skala a fänkt de Füllzyklus un.
4. Wärend d'Skala automatesch Täsch #2 fëllt, schneit d'Gusset op der Täsch #1 zou a preparéiert se fir Nähen. De Bedreiwer muss sécherstellen, datt d'Täsch a Kontakt mam Wandschalter während dësem Prozess behalen; soss, der conveyor wäert automatesch ufänken.
5. Dréckt an hält déi zwee Positiounen Fousspedal ongeféier hallef erof (Positioun #1). Dëst wäert de Wandschalter iwwerschreiden an de Fërderband starten. Just ier d'Täsch an de Nähkopf erakënnt, dréckt an hält de Fousspedal ganz erof (Positioun #2). Dëst wäert den Nähkopf opmaachen.
6. Wann d'Täsch gesaat ass, lass de Fousspedal eraus. De Nähkopf stoppt, awer de Fërderband leeft weider. Ausser wann d'Eenheet mat engem pneumatesche Fuedemschneider ausgestatt ass, muss de Bedreiwer de Fuedem an d'Cutter Blades um Nähkopf drécken fir de Nähfueden ze schneiden.
7. Plaz Sak # 1 op enger Palette.
8. Zréck op d'Bruttogewiichtbeutelskala a widderhuelen d'Schrëtt 2 bis 7.
ZWEE PERSOUN OPERATIOUN Prozedur
Dëse Fërdersystem ass entwéckelt fir entweder mat enger Bruttogewiichtbeutelskala oder enger Nettogewiichtbeutelskala mat zwee Bedreiwer ze schaffen.
Operatioun Schrëtt:
1. Maacht de Fërderband un. De Gürtel soll vu riets op lénks vum Bedreiwer lafen. De Gürtel leeft kontinuéierlech während der Operatioun. (Wann en Nout-Fousspedal zur Verfügung gestallt gouf, kann et benotzt ginn fir de Fërderband ze stoppen. Wann e Nout-Fousspedal net zur Verfügung gestallt gouf, gëtt den On/Off-Schalter, deen op der Kontrollkëscht hannen um Fërderband läit, fir dësen Zweck benotzt).
2. Den éischte Bedreiwer soll Täsch #1 op der Bruttogewiicht-Säckskala oder op Ärer existéierender Skala hänken an de Füllzyklus ufänken.
3. Wann d'Skala erreecht Gewiicht komplett, Drop Sak # 1 op de Plënneren conveyor. D'Täsch wäert op de Bedreiwer lénks plënneren.
4. Den éischte Bedreiwer soll Täsch # 2 op der Bruttogewiicht-Säckskala oder op Ärer bestehender Skala hänken an de Füllzyklus ufänken.
5. Den zweete Bedreiwer soll d'Gusset op der Täsch # 1 zougemaach hunn a se op d'Zoumaache virbereeden. Dëse Bedreiwer soll dann Sak #1 an der Sak Zoumaache Apparat ufänken.
6. Nodeems d'Täsch zougemaach ass, setzt d'Täsch op enger Palette a widderhuelen d'Schrëtt 3 bis 6.
Aner Ausrüstung


Zesummenhang Produiten
-
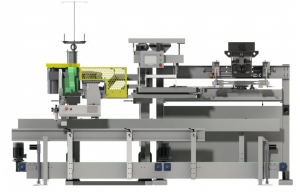
Automatesch Transport- a Bitzmaschinn, manuell ...
Dës Maschinn ass gëeegent fir automatesch Verpakung vu Granulat a grober Pulver, an et kann mat der Täschbreet vu 400-650 mm an der Héicht vu 550-1050 mm schaffen. Et kann automatesch d'Ouverturesdrock, d'Täschklemmung, d'Tascheversiegelung, d'Vermëttelen, d'Hemming, d'Etikettfütterung, d'Tasche Nähen an aner Aktiounen, manner Aarbecht, héich Effizienz, einfach Operatioun, zouverlässeg Leeschtung, an et ass e Schlësselausrüstung fir gewéckelt Poschen, Pabeier-Plastik Komposit Poschen an aner Zorte vu Poschen fir Sak Nähoperatioun ...
-

Automatesch vertikal Form Fëllung Sigel Miel Mëllech Pe ...
Leeschtung Charakteristiken: · Et besteet aus Täsch maachen Verpakung Maschinn a Schraube Meter Maschinn · Dräi Säit versiegelt Këssen Sak · Automatesch Sak maachen, automatesch Fëllung an automatesch Kodéierung · Ënnerstëtzt kontinuéierlech Sak Verpakung, Multiple Bléien an Punching vun Handtasche · Automatesch Identifikatioun vun Faarf Code a faarweg Code an automatesch Alarm Verpakung Material: Popp / CPP, Video / CPP: Automatesch Material: Popp / CPP, etc. Verpakung vu Pulvermaterialien, wéi Stärke, ...
-
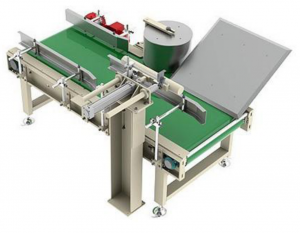
Bag inverting conveyor
Bag Inverting Fërderband gëtt benotzt fir de vertikale Verpackungsbeutel erof ze drécken fir den Transport an d'Form vun de Verpackungsbeutel ze erliichteren. Kontakt: Här Yark[E-Mail geschützt]Whatsapp: +8618020515386 Mr.Alex[E-Mail geschützt]Whatapp: +8613382200234
-

Gürtelpressen Formmaschinn
D'Gürtelpressmaschinn gëtt benotzt fir de gepackte Materialbeutel op der Fërderlinn ze formen andeems d'Täschen dréckt fir d'Materialverdeelung méi gläichméisseg ze maachen an d'Form vun de Materialpäck méi reegelméisseg, sou datt de Roboter erliichtert ze gräifen an ze stackelen. Kontakt: Här Yark[E-Mail geschützt]Whatsapp: +8618020515386 Mr.Alex[E-Mail geschützt]Whatapp: +8613382200234
-

Eemer Lift
Eemer Lift ass eng kontinuéierlech Vermëttlungsmaschinn déi eng Serie vun Hopper benotzt, déi gläichméisseg op den endlosen Traktiounskomponent fixéiert ass fir Materialien vertikal ze hiewen. Kontakt: Här Yark[E-Mail geschützt]Whatsapp: +8618020515386 Mr.Alex[E-Mail geschützt]Whatapp: +8613382200234
-

DCS-5U Vollautomatesch Bagging Maschinn, automatesch ...
Technesch Charakteristiken: 1. De System kann op Pabeierbeutel, gewéckelt Poschen, Plastikstuten an aner Verpackungsmaterialien applizéiert ginn. Et ass wäit an der chemescher Industrie, Fudder, Getreid an aner Industrien benotzt. 2. Et kann an Poschen vun 10kg-20kg gepackt ginn, mat engem Maximum Kapazitéit vun 600 Poschen / Stonn. 3. Automatesch Bag-Fütterungsapparat passt op High-Speed-kontinuéierlech Operatioun. 4. All Exekutiv Eenheet ass mat Kontroll- a Sécherheetsgeräter ausgestatt fir automatesch a kontinuéierlech Operatioun ze realiséieren. 5. Benotzt SEW Motor Drive d...
-

DCS-SF2 Puderverpackungsausrüstung, Pudderverpackung ...
Produktbeschreiwung: Déi uewe genannte Parameteren sinn nëmme fir Är Referenz, den Hiersteller behält sech d'Recht fir d'Parameteren mat der Entwécklung vun der Technologie ze änneren. DCS-SF2 Powder Bagging Ausrüstung ass gëeegent fir Puddermaterialien wéi chemesch Rohmaterialien, Iessen, Fudder, Plastiksadditive, Baumaterial, Pestiziden, Dünger, Kondimenter, Zoppen, Wäschpulver, Trocknungsmëttel, Monosodiumglutamat, Zocker, Sojabohnpulver, etc. Déi semi-automatesch Pudderverpackungsmaschinn ass ...